Tablet dies and punches are precision-engineered metal tools used in rotary tablet press machines to compress powder or granules into tablets. Every pharmaceutical tablet, vitamin supplement, ayurvedic medicine, and candy tablet you have ever seen was formed using a set of dies and punches.
How Tablet Dies and Punches Work
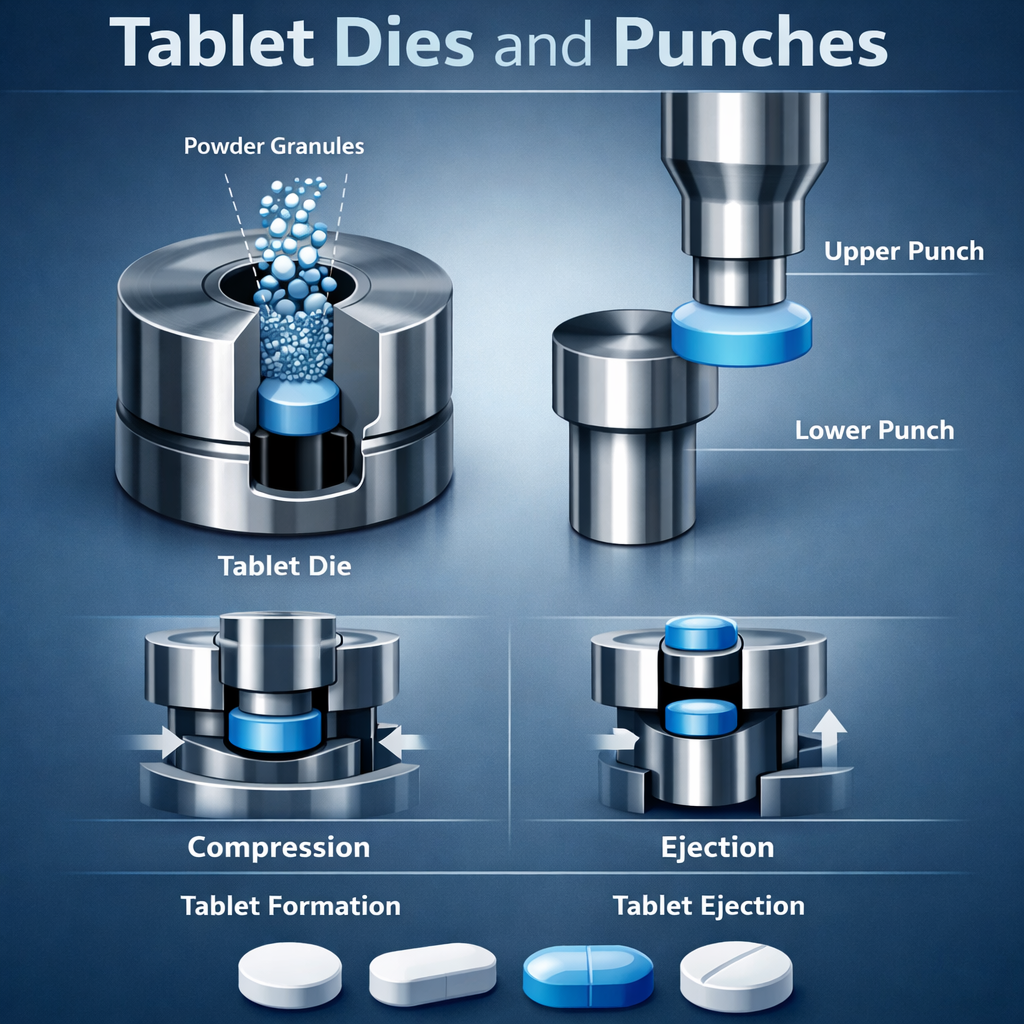
A tablet press machine uses three components to form a tablet:
- Die — a cylindrical metal ring with a precisely bored hole. The die defines the tablet's outer diameter and shape.
- Upper punch — a metal rod that enters the die from above and applies compression force to the powder.
- Lower punch — a metal rod that enters the die from below, supports the powder during compression, and ejects the finished tablet.
The tablet compression cycle repeats thousands of times per minute on a rotary tablet press. A typical press has 20—60 stations arranged in a circle on a rotating turret, producing thousands to hundreds of thousands of tablets per hour.
Parts of a Tablet Punch
A tablet punch consists of several precisely machined sections. Key dimensions include:
- Barrel diameter — must match the turret bore (25.4mm for D tooling, 19.0mm for B and BB tooling)
- Overall length — must match the press specifications exactly
- Tip diameter — defines the tablet diameter
- Cup depth — determines the tablet's surface curvature
Parts of a Tablet Die
A tablet die is simpler than a punch but equally critical. The die bore is the most critical dimension — it must be ground to exact tolerances (typically within 0.01mm) to ensure consistent tablet diameter and smooth punch movement.
Types of Tablet Dies and Punches
By Tooling Standard
- D Tooling — 38.10mm die OD, tablets up to 25mm. The most common standard worldwide.
- B Tooling — 30.16mm die OD, tablets up to 18.5mm.
- BB Tooling — 24mm die OD, tablets up to 18.5mm. Compact presses.
By Tablet Shape
- Round — the most common shape, available in flat, concave, and beveled profiles
- Capsule — elongated shape for easier swallowing
- Oval — smooth elliptical profile
- Geometric — triangle, square, pentagon, hexagon
- Novelty — star, moon, heart, animal shapes (common in confectionery)
- Custom — any shape designed for brand differentiation or functional purpose
By Configuration
- Single-tip — one tablet per punch per compression cycle (standard)
- Multi-tip — multiple tablets per punch per cycle (2-tip, 3-tip, 4-tip or more). Increases output by up to 80% without additional presses.
- Embossed — text, logos, or score lines engraved on the punch tip
Materials Used for Tablet Dies and Punches
OHNS (Oil Hardened Non-Shrinking Steel) is the most commonly used material for tablet tooling worldwide. It offers a good balance of hardness, machinability, and cost. Hardness: 58—62 HRC.
HCHC (High Carbon High Chromium / D3 Steel) is the premium choice for formulations containing abrasive ingredients like calcium, iron, or mineral compounds. It lasts significantly longer than OHNS in abrasive applications. Hardness: 62—64 HRC.
S7 Steel is used for impact-prone formulations where chipping is an issue. Hardness: 56—58 HRC.
EMMKAY Special Steel is recommended for corrosive or acidic formulations. Hardness: 55—60 HRC.
Surface Coatings for Tablet Punches
Coatings are applied to punch tips to improve performance. See our complete coatings guide for detailed comparisons of Chrome, DLC, TiN, and CrN coatings.
How to Choose the Right Tablet Dies and Punches
- Determine your tooling standard — check your tablet press manual. Most standard presses use D tooling (38.10mm die OD).
- Define your tablet shape and size — diameter, thickness, embossing requirements.
- Select the right material — OHNS for standard formulations, HCHC for abrasive, EMMKAY Special Steel for corrosive.
- Consider coatings — DLC or chrome for sticking, TiN for abrasive wear, CrN for corrosion.
- Choose configuration — single-tip for standard production, multi-tip for high-volume.
For a detailed walkthrough, see our how to choose tablet dies and punches guide.
How Long Do Tablet Dies and Punches Last?
- OHNS tooling: 3—5 million tablets
- HCHC tooling: 5—10 million tablets
- With TiN coating: additional 30—50% life extension
See our detailed guide on how long tablet dies and punches last.
Conclusion
Tablet dies and punches are the foundation of tablet manufacturing. The right tooling — correct standard, shape, material, and coating — directly determines your tablet quality, production efficiency, and operating costs.
EMMKAY INDUSTRIES has been manufacturing precision tablet dies and punches since 1983. Contact us for expert guidance on selecting the right tooling for your application.