Selecting the right tablet tooling is a multi-faceted decision that directly impacts the quality and efficiency of tablet production. This guide walks you through the key factors — from product type and tablet geometry to granule characteristics and production throughput.
Factors Influencing Tooling Selection
Product Type
The nature of the formulation — compressible or poorly compressible — plays a major role in tooling choice.
Tablet Size and Shape
The desired final form (round, capsule, oval, custom) determines the specific tooling design required.
Granule Characteristics
Stickiness, hardness, and fines must be considered. High compression force may require more robust tooling.
Production Throughput
High-output environments demand tooling that minimizes downtime due to wear or re-calibration.
Punch Tip Profiles and Their Impact
The punch tip profile determines how the powder blend is compressed and shaped. Choosing the right profile affects tablet hardness, thickness, and appearance.
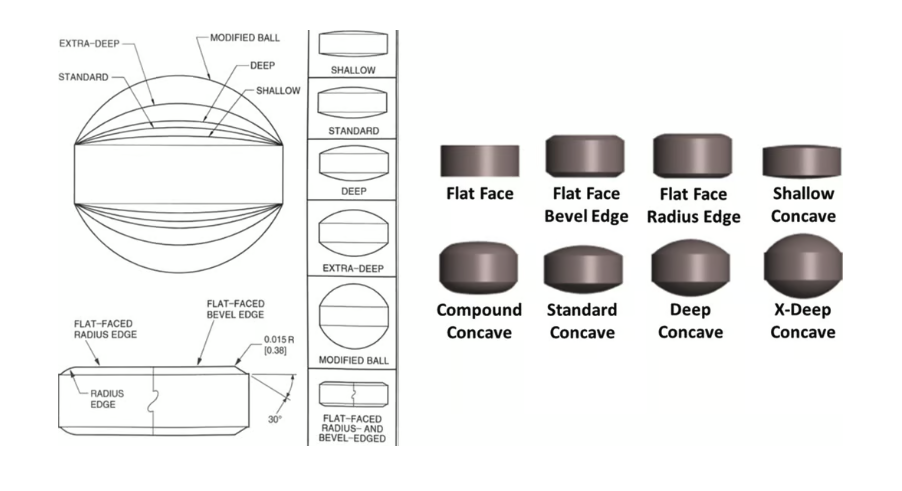
| Profile | Best For |
|---|---|
| Flat-Faced (FF) | Scoring, embossing, uncoated tablets |
| Flat-Faced Bevel-Edged (FFBE) | Standard production, reduced edge chipping |
| Flat-Faced Radius Edge (FFRE) | Quicker production cycles, less chipping than FF |
| Shallow Concave (SC) | Standard coated pharmaceutical tablets |
| Standard Concave (StdC) | General-purpose tablets |
| Deep Concave (DC) | Thick film-coated tablets, embossing, engraving |
| Compound Cup | Branded tablets and special profiles |
Tooling Standard Comparison
Choosing between D, B, BB, and DB tooling depends on your tablet size, press type, and production requirements.
| Standard | Die OD | Max Tablet | Punch Barrel | Best For |
|---|---|---|---|---|
| D Tooling | 38.10mm (1.5") | 25mm | 25.4mm | Most common worldwide — high compaction force |
| B Tooling | 30.16mm (1.1875") | 18.5mm | 19.0mm | Smaller tablets, more stations per turret |
| BB Tooling | 24mm (0.945") | 18.5mm | 19.0mm | Compact presses, maximum output |
| DB Tooling | 30.16mm (B-die) | 25mm (D-range) | 25.4mm | B-press with D-size tablet capacity |
For a detailed comparison, see our D Tooling vs B Tooling guide.
When to Choose Each Tooling Type
D Tooling
Preferred when higher compaction force and longer contact time are necessary. Ideal for large tablets up to 25mm.
B Tooling
Suitable for tablets up to 18.5mm. Allows more stations per turret for higher output on compatible presses.
BB Tooling
Uses same punches as B tooling with smaller die OD (24mm). Maximizes stations per turret on compact presses.
DB Tooling
Combines D-size punches with B-size dies. Enables larger tablets on B-type presses.
Need Help Selecting?
Our engineers will recommend the right tooling for your tablet press and formulation.
Contact Us WhatsApp →